
Новые решения для дорожного строительства на конференции «Сибирские дороги»
Четвёртая по счёту ежегодная конференция «Сибирские дороги» собрала в Иркутске старых знакомых и новых участников. Многие горячо приветствовали друг друга, радуясь встрече. Конечно же, самые интересные беседы проходили в незаметных для многих глаз междусобойчиках, но и на официальной программе конференции, помимо откровенного самопиара компаний, встречались интересные решения, которые можно использовать в разных регионах.
Про асфальтобетон
Отказаться от использования старых АБЗ, которые не могут обеспечить высокие температуры и укладывать очень горячие асфальтобетонные смеси, призвал заместитель председателя руководящего органа системы «Росдорстройсертификация» Сергей Матвеевич.
Он настаивал на том, что неправильно выбранная температура вяжущего приводит к увеличению содержания воздушных пустот, и апеллировал к ГОСТу, где предложены варианты применения оценки через динамическую вязкость.
«Там даже рекомендованные таблицы даны, но, к сожалению, привычного не побороть. Многие объясняют работу при 140 °С асфальтобетона боязнью старения битума, даже если выполняют объёмное проектирование асфальтобетонных смесей по методологии Маршалла. Причём из моего опыта более 20% лабораторий отмечали температуру 140 градусов и меньше. В рекомендованной таблице из ГОСТа ЩМА и 165–170 °С прописано.
Жизнь доказывает, что степень влияния на результаты испытаний выбранной температуры на смещение уплотнений катастрофическая, она перекрывает все ваши методологические допуски вашего оборудования и все ваши остальные принятые решения в технологии проведения испытаний», — пытался донести свою мысль докладчик.
Он приводил в пример опыты, когда при повышении температуры объёмная плотность стала больше, а содержание воздушных пустот меньше, то есть смесь лучше уплотнилась.
«Самое главное, что мы сейчас с вами должны у себя в головах поменять, — это то, что больше мы работаем теперь с объёмными свойствами асфальтобетонных минеральных материалов и в принципе вяжущего тоже. Вот теперь наконец-то мы учитываем основные характеристики наших материалов. Ранее мы не относились к ним с достойным подходом, не оценивали их влияние на асфальтобетонную смесь.
Теперь к приборам. На прессе воздействие было 40 мегапаскалей. А у Маршалла нагрузка при формовании образца меньше — она более приравнена к 600 килопаскалям. Так вот, гиратор уже сам создаёт это давление в 600 килопаскалей, передаёт его на образец под углом, под которым каток на дороге уплотняет горячую асфальтобетонную смесь.
То есть гиратор — это идеальная машина, которая сможет нам позволить произвести реальные условия жизни асфальтобетонной смеси от начала её приготовления до уплотнения и проконтролировать ещё в лаборатории все характеристики смеси и понять.
Самое главное, у нас сейчас появилось понятие «эксплуатационные свойства». Понять их, принять и оценить, подходит эта асфальтобетонная смесь для данной дороги, для данного климатического региона или нет», — высказалась ушедшая недавно из РОСДОРНИИ Ольга Воробьёва.
Она настаивала, что температуры уплотнения и приготовления, смешения необходимо соблюдать для получения правильного состава, который действительно отработает 20 эксплуатационных лет. И напомнила, что при работе с новыми типами смесей обязательно нужно обращать внимание на водостойкость.

Неожиданно для многих на конференции всплыла тема экологии. А точнее, минимизации выбросов парниковых газов при производстве асфальтобетонных смесей. Начальник испытательной лаборатории ОАО «АБЗ-1» Кирилл Мельник выделил несколько технологий, позволяющих снизить углеродный след.
Это тёплые смеси, которые создают с понижением температур за счёт добавления химических или природно-синтетических добавок. К преимуществам такой продукции спикер отнёс снижение температурной фрикционной сегрегации, повышение подвижности смесей и удобноукладываемости, снижение выбросов вредных газов, сокращение финансовых затрат, достижение уплотнения меньшим количеством проходов, продление строительного сезона, ускоренного открытия движения после производства работ.
Второй «зелёной» технологией г-н Мельник назвал RAP — вторичный асфальтобетон. Причём он считает её и самой достойной за счёт того, что в стране дефицит многих материалов, как фракционного щебня, гравия, и постоянный рост цен на сырьевые ресурсы и транспортировку. А тут тебе и утилизация старого покрытия, уменьшение количества строительного мусора, и общее снижение расходов на ремонт дорог.

Кроме того, докладчик поведал об опыте производства цветного асфальтобетона. За счёт использования прозрачного полимерного вяжущего и определённого количества пигментов для получения нужного цвета. Производитель отгружает такую продукцию для укладки на остановках общественного транспорта, во дворах, на детских площадках, паркингах, велосипедных дорожках и так далее.
Этот пункт вызвал оживление среди заказчиков ремонтных работ в зале. Их интересовало, как цветной асфальт реагирует на применение реагентов и его жизненный цикл в целом. Кирилл Мельник признал, что цвет изменяется в процессе длительной эксплуатации под воздействием ультрафиолета. Но привёл в пример один из скверов, который прослужил почти 10 лет без замены покрытия. Для ремонта трещин достаточно приготовить мастику из прозрачного вяжущего и добавить в него пигмент нужного цвета. При этом докладчик уточнил, что цветным можно сделать асфальтобетон по любой технологии, хоть простой ЩМА, хоть литой.

Обсудили на конференции и превентивные меры по предотвращению деформаций и разрушений дорожного покрытия. Управляющий ГК «Техдорстрой» Алексей Парамонов поделился информацией о разработке «Газпромнефть — Битумные материалы» — защитно-восстанавливающем составе «БРИТ». По его словам, тот устраняет трещины и дефекты на асфальтобетонных покрытиях, восстанавливает шероховатость поверхности, защищает от дождя и снега, а также от противогололедных элементов.
«Защитно-восстанавливающий состав выпускается в двух видах. Первый — на растворителе, а второй — на водной основе. В нашей климатической зоне мы рекомендуем использовать состав на растворителе, и важно выбрать правильный момент для использования защитно-восстанавливающего состава.
Его нужно использовать, когда покрытие ещё находится в очень хорошем состоянии. Поздно, когда начинается серьёзная деформация, разрушение, появление трещинообразования, колейность и так далее.
Самый подходящий срок использования — 2–3 года после укладки асфальтобетона, но на самом деле, конечно, всё зависит от качества покрытия, потому что такой срок может наступить и ранее. Но обычно мы считаем по интересному, к сожалению, слабо применяемому у нас американскому коэффициенту PSI, который характеризует состояние покрытия по количеству дефектов на единицу измерения.
И как раз вот защитно-восстанавливающие составы марки «БРИТ» правильнее применять при коэффициенте где-то от 80 до 100 состояния покрытия», — пояснил г-н Парамонов.
Также он отметил появление на рынке битумно-полимерной ленты «Арктик», которая снижает водонасыщение в зоне стыка в среднем на 45–50%, обеспечивает устойчивость швов с сопряжением длительного цикла замораживания и оттаивания при переходе через ноль и не требует специальной техники, проста в применении и транспортировке.
Не обошли стороной и тему лабораторных исследований. Ведь именно с них начинается производство смесей, включая подбор состава и проверку входного контроля качества поступаемых материалов. Но обсуждали дорожники в этот раз вспомогательное оборудование. Представитель ООО «Инфратест» Илья Коваленко рассказал о вариантах определения максимальной плотности в керне.

Выяснить содержание воздушных пустот в образце можно и вручную. От разогретой до 160 °С смеси отделяют минеральные материалы, ждут, пока те остынут, засыпают в вакуумный пикнометр и задействуют весы с возможностью гидростатического взвешивания. Долго, и возможны погрешности из-за человеческого фактора. Упростить исследование г-н Коваленко предложил применением асфальтогранулятора, куда достаточно засыпать разогретую до 40–60 °С смесь и за 20 секунд получить результат.
Коснулся он и темы испытаний на колееобразование. Точнее, ошибок при подготовке к ним кернов. Во-первых, неправильно подобранная распиловочная машина может дать образец с толщиной не 40 миллиметров и с неровной площадкой из-за плохо спиленных краёв. Во-вторых, трата времени на повторную подготовку образца для гираторного уплотнителя.
Для подбора состава спикер предложил использовать смеситель, чтобы исключить ручной труд. Оборудование выпускает 30 литров готовой смеси, а фактический объём барабана примерно 60 на 76 литров. Такого объёма смеси хватит на две плиты, приготовленных на секторном уплотнителе, и ещё хватит на определение стабильности по Маршаллу или на гиратор, что сэкономит время.
«Касаемо подбора PG марок, мы начали производить прибор ABCD. Для подбора состава смесей и приготовления образцов на гираторе необходимо определить его температуру смешиваемости и уплотнения при помощи динамического вискозиметра. Также при объёмном функциональном проектировании необходимо подготавливать образцы.
Первое — это метод старения под действием высокой температуры и воздуха. Данное испытание имитирует старение вяжущего, от начала его приготовления до момента укладки асфальтобетонной смеси. Печь PAV имитирует уже длительное старение, что также является подготовительным для дальнейших испытаний. Основным прибором, который используется в объёмно-функциональном проектировании при PG, — это DSR.
В первую очередь, мы с помощью него определяем верхнюю границу вяжущего, также можно на нём определить динамическую вязкость по ГОСТу 33137 и низкотемпературную устойчивость по ГОСТу 58400.9. Низкотемпературную устойчивость также можно определить с помощью прибора BBR, где шток давит на битумный образец при низких температурах. Этот же показатель можно получить при помощи ABCD.
Вы спросите, зачем нужен BBR и ABCD, если в принципе этот показатель можно получить при помощи DSR, он выйдет намного дешевле? Дело в том, что арбитражным испытанием является как раз таки тест по BBR и по ABCD. В случае если у производителя вяжущего имеется BBR, а у подрядчика, который покупает это вяжущее, DSR, у него не пройдёт марка. Производитель, конечно, заявит, что у него проходит по BBR, но этот показатель не будет учитываться по DSR», — подытожил Кирилл Коваленко.

Про адгезионные материалы
Традиционно большую секцию отвели теме вяжущих, где первую скрипку играл спонсор конференции — ООО «РН-Битум». Начальник отдела технологии и контроля качества этой компании Анатолий Новиковский поднял вопрос о взаимосвязи битума с образованием колейности. Специалисты провели эксперимент, о котором и рассказали участникам.
«Мы подготовили четыре битумных вяжущих марок PG 58–34, 64–34, 70–34, 76–34. На втором этапе проектировали асфальтобетонные смеси SP-16Т и SMA-16. Всё подверглось объёмно функциональному проектированию, чтобы повысить чистоту эксперимента, минимизировать вклад земляного состава. Всё проектирование асфальтобетонных смесей велось с чётким контролем степени заклинки.
Это индикатор, который контролирует наличие контактов между частицами крупного заполнителя. Чем меньше материал проходит через первичное контрольное сито, тем больше получается степень заклинки. В смеси SP-16Т проектируемая со степенью заклинки 103% и SMA-16 со степенью заклинки 118%. Работа с гранулометрическим составом вязкости велась, как и с использованием определённых мерных индикаторов, это индикаторы Бэйли», — объяснял г-н Новиковский.

Смеси оценивали на колееустойчивость по ГОСТу 58406.3 с использованием нагруженного колеса с резиновой шиной на воздухе и в воде. Оказалось, что при увеличении верхней границы марки PG на 6 ° глубина колеи сокращается на воздухе на 30–50%, а в воде на 30–35%. Кроме того, в «РН-Битум» оценили число текучести по ГОСТу 58401.21. Это индикатор, который характеризует степень сопротивления асфальтобетона накоплению остаточных деформаций.
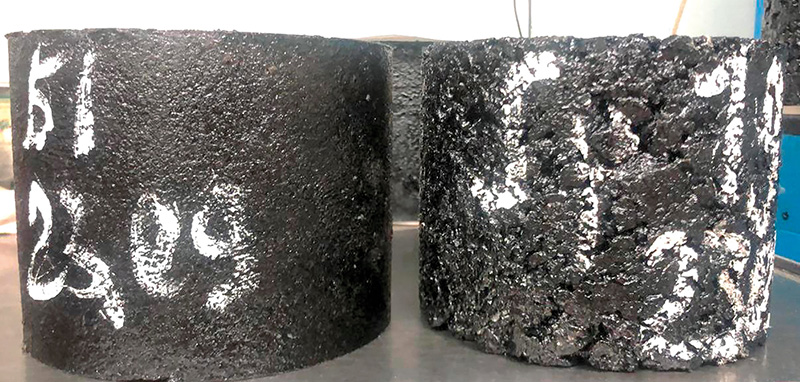
За эталон взяли образец цилиндрической формы высотой 150 мм, диаметром 100 мм и с содержанием воздушных пустот 7±0,5%. На него воздействовали динамической нагрузкой 600 кПа в течение 0,1 секунды с последующим этапом обновления 0,9 секунды.
«По полученной зависимости числа текучести и верхней границы марки PG мы определили, что при увеличении верхней границы на 6 ° число текучести для смеси SP-16Т увеличилось на 140%, а для SMA-16 на 50%. Ещё одной методикой, которой мы воспользовались в рамках оценки колееустойчивости, был Rapid Rutting Test. Это новая методика, прописанная в американском предварительном национальном стандарте WK 71466.
Её особенность заключается в том, что оценка колееустойчивости проводится в течение 3,5–4 часов, то есть пробоподготовка, термостатирование и само испытание занимает 3,5 часа, в отличие от стандартных 30–35–40 часов на стандартных методиках.
Образец цилиндрической формы, 150 мм в диаметре, 32 миллиметра в толщину помещается в специальную насадку, дальше деформируется со скоростью 50 миллиметров в минуту. И по полученной зависимости мы получили, что при увеличении верхней границы марки PG на 6 ° RT индекс увеличивается на 30–35%», — продолжал Анатолий Новиковский.

Он пояснил, что, используя верхнюю границу марки PG, технологу просто прогнозировать будущую колееустойчивость проектируемой смеси, исходя из того, что она будет снижаться на 30–50% при увеличении верхней границы на 6 ° вне зависимости от методики. Да, это будет увеличивать стоимость одной тонны битумного вяжущего на 4–5% и одной тонны асфальтобетонной смеси на 2–3%, зато не будут появляться колеи.
Тему продолжил технический директор ООО «Синергия Ойл Групп» Роман Житов, рассказав, что дефекты на дорогах появлялись из-за вяжущих. Мол, делали битум стандартов 90/130 и 100/130, других вариантов не было.
«Мы понимаем, что для Сибири и Дальнего Востока вяжущего с такой маленькой границей интервала рабочих температур недостаточно. По ГОСТу 52056 должно быть три варианта для нашей территории. По факту — было два. Если мы переходим на новую классификацию, то те же самые марки вяжущих можно квалифицировать совершенно по-новому и существенно расширить количество вяжущих под те требования, которые есть у каждого из потребителей. При этом, что ещё важно, новая классификация позволяет нам использовать новые методы», — заявил докладчик.
Г-н Житов заострил внимание на некорректных показателях метода определения температуры хрупкости по Фраасу для климата Сибири и Дальнего Востока. По его словам, эти испытания дают более оптимистичные результаты, и нужны новые тесты.
Про мосты
С тем, что Россия — большая страна и мостов у нас строят очень много, согласны были все участники. Но темпы их появления не успевают за моральным и физическим старением сооружений, построенных ещё при Советском Союзе.

«Проектные решения 1960–1980 годов, которые в настоящее время применяются, продиктованы техническими и финансовыми возможностями тех лет, и стратегическими задачами скоростного строительства. Как следствие, неэффективная гидроизоляция и коррозия несущих элементов. Как результат, полная потеря несущих способностей искусственных сооружений», — высказался Кирилл Мельник.
В качестве решения он предложил повсеместное применение на мостах литых асфальтобетонных смесей в нижних слоях покрытия. Их же можно применять и для верхних слоёв, но допустимы и щебёночно-мастичные. Литые смеси создают дополнительную гидроизоляцию, способность гасить колебания, хорошо сопротивляются износу, препятствуют образованию коррозии, устойчивы к солям и экологичны.

По словам г-на Мельника, применение в двух слоях по 4 сантиметра позволяет снизить общую толщину покрытия мостов на 30%. К преимуществам он отнёс и то, что при укладке литых асфальтобетонных смесей не требуется использование уплотняющей техники на искусственных сооружениях.
В Российской Федерации примерно из 70000 мостов, 3500 находятся в аварийном состоянии, ещё порядка 4000 требуют капитального ремонта, сообщил кандидат технических наук, доцент, специалист национального реестра в области строительства Юрий Новак из НИИ транспортного строительства. По его словам, эта цифра может быть и больше.

Сложность в диагностике, так как визуального осмотра недостаточно, нужно использовать инструментальные методы обследований. Другой нюанс — отсутствие данных в старой проектной документации об арматуре. Приходилось применять общеразрушающие методы.
«За последние годы аппаратура шагнула далеко вперёд, и теперь мы можем с топографических точек вычислить диаметр арматуры, оценить её качество и месторасположение. Стали применять самые современные на сегодняшний день системы «Фронтикс», которые позволяют исследовать все физико-механические свойства металлов на самом пролётном строении, не как мы привыкли какие-то вырезать образцы, потом в лаборатории испытывать.
Аппаратура диагностики приближается уже непосредственно к мостам, которые находятся в эксплуатации. Лазерное сканирование — это хорошее перспективное направление, тем более что оно обладает точностью в два миллиметра.
И наконец, очень перспективное, но немножко забытое направление, это акустическая эмиссия, когда мост сам предупреждает о тех неприятностях, которые у него есть в виде развития усталостных и силовых трещин, наличия эрозионных повреждений и так далее», — рассказал г-н Новак.
Он также призвал при признании моста аварийным не идти по пути сноса поверхности строения и дальнейшему укреплению опор с последующим строительством пролётов. Учёный открыто назвал это расточительной политикой. Вместо этого Юрий Новак предлагает применять внешнее армирование для повышения грузоподъёмности моста в сочетании с накладной плитой. Таким образом, срок службы строения увеличится на 50 лет.
Из позитивных моментов спикер отметил удешевление каналов вибродиагностики, по его словам, цена на датчики снизилась примерно до 100 долларов.

Директор по развитию иркутского ООО «РесурсИнвестСтрой» Ольга Канаурова в своём выступлении, помимо презентации продукции трёх заводов по изготовлению железобетонных изделий, рассказала, что инженерам удалось добиться показателей гидротехнического бетона прочностью В60, влагостойкостью М500 и водонепроницаемостью W20.
А технический директор ЗАО НТЦ «Мониторинг мостов» Сергей Мартышкин должен был поднять вопрос о проектировании сезонных мостов через мелкие речушки и сопровождении проектов в экспертизе. К сожалению, доклад превратился в рассказ о том, какие замечательные объекты сдала компания.
Зато немалый интерес у слушателей вызвала тема опыта применения напыляемой гидроизоляции на малых и средних мостах Республики Бурятия. По словам специалиста отдела искусственных сооружений ФКУ УпрДор «Южный Байкал» Софьи Калишевской, до 2017 года они постоянно применяли только наплавляемую гидроизоляцию.
К достоинствам этой технологии она отнесла экономическую составляющую, лёгкость транспортировки и хорошие показатели эксплуатации при низких температурах. Например, в Тункинском районе Бурятии зима длительна, и морозы доходят до -55 °С. А в Кабанском районе зима мягкая, зато снежный покров достигает 63 см. Тем не менее 5 лет назад они решили поэкспериментировать с нанесением гидроизоляционных материалов напылением.
«В условиях применяемой гидроизоляции допускается влажность бетона поверхностного слоя не более 20 миллиметров, не более 6%. Необходимо вначале провести грунтование праймером, затем нанести мастику. Далее идёт нанесение слоёв гидроизоляции, первый слой серого цвета, второй — красного, третий — серого.
Разные цвета сделаны также для дополнительного визуального контроля. Затем идёт присыпка кварцевым песком, после чего можно сразу производить работы по укладке асфальтобетонного покрытия — как уплотняемого, так и литого асфальтобетона, либо изоляционного покрытия», — поделилась рецептом г-жа Калишевская.
Она отметила, что по стоимости напыляемая гидроизоляция по материалу дороже, но, несмотря на это, в плане производства работа идёт гораздо быстрее. При благоприятных условиях высыхание каждого слоя занимает раза в два меньше времени, и нет никаких нахлёстов. Стыки замазывают валиками, нет риска образования воздушных пузырей, траты времени на их устранение.


Про безопасность
Обсуждению решений одной из задач национального проекта «Безопасные и качественные автодороги» по снижению смертности и аварийности на конференции тоже уделили время. В частности, затронули тему обеспечения защиты участников дорожного движения и специалистов организаций, выполняющих содержание дорог при обработке противообледенительными реагентами дорог и мойке барьерных ограждений. Одним из предложений стало мобильное фронтальное ограждение. По сути, прицеп, выполняющий функции демпфера, если в него врежется автомобиль на скорости до 100 км/ч.
«Его стоит использовать в составе машины прикрытия при проведении подвижных работ, выполняемых со скоростью движения 40 километров в час и более. Мы, как производители, предлагаем разделить пассивную и активную безопасность на две части, то есть систему световой индикации предлагаем ставить непосредственно на грузовой автомобиль, а пассивную безопасность организовывать за счёт мобильного фронтального ограждения. Для чего это нужно?
Для того, чтобы в случае возникновения ДТП затраты на устранение последствий минимизировать. При ДТП система световой индикации должна оставаться целой, не подлежать замене. Менять придётся только данное устройство.
Ещё один вариант — это применение в составе машины прикрытия при проведении долгосрочных или краткосрочных работ, что прописано в соответствующем ГОСТе 58350. Как мы знаем, при проведении работ часто может отсутствовать заградительное ограждение или отсутствовать часть мостового пролёта.
Мы предлагаем совместное применение с конструкцией, заменяющей автомобиль прикрытия, по наличию требуемой и оснащённой временными техническими средствами организации дорожного движения», — презентовал главный конструктор и директор по продукту ОАО «Завод «Продмаш» Иван Немов.
Стоимость прицепа — 450 000 рублей, что может, естественно, отпугнуть дорожников. Дешевле всё же удар по грузовику, там максимум ведро сзади погнётся. Кроме того, представитель завода «Продмаш» рассказал о воротных системах для оперативного перепуска движения на дороге. Это модульные перекрытия из стандартного металлического профиля, которые предлагают ставить вместо временных ограждений на обслуживаемом участке магистрали.
Текст: Артåм Щетников
Фото из презентаций участников конференции























Сообщить об опечатке
Текст, который будет отправлен нашим редакторам: